
WHISKY DE LA PROVENCE PAPALE, « CHÂTEAU DU BARROUX »

Le Château du BARROUX avec le Mont Ventoux en arrière-plan !
Pour illustrer joyeusement cet article sur la distillation du :
« Whisky du Château du BARROUX »
J'ai choisi une chanson tirée d’un vieux carnet
de chants Scouts Unionistes,
Retrouvé dans un carton au grenier...
Pour l'entendre ou l'arrêter cliquer sur les symboles :

Ce jeudi 16 novembre 2023, avec les copains, les « Séniors dans le vent », nous avons pu enfin visiter cette bâtisse aux multiples secrets, qui, après des années de restaurations, a retrouvé ses habits de lumière grâce à ses occupants successifs depuis 1929, André VAYSON de PRADENNE, puis une grande dame, le Dr MOULIERAC-LAMOUREUX, et enfin ses propriétaires actuels.
C’est un couple sympathique d’ingénieurs trentenaires, Fanny et Jean-Baptiste VAYSON de PRADENNE, arrière-petit-fils d’André VAYSON de PRADENNE avec leurs trois jeunes filles qui en ont hérité et, c’est dans l’air du temps, ont décidé de changer de vie au lendemain de la crise COVID et de tout quitter pour ne plus se consacrer qu’au château familial…


Jean-Baptiste et Fanny…
Mais pour arriver à en vivre correctement, ils ne pouvaient pas compter sur les seules ventes quelque peu aléatoires des tickets de la Visite du Château du BARROUX, alors, ils ont imaginé et investi sur un moyen peu banal qui n’existait pas encore… (ou presque) et beaucoup plus lucratif, à terme !
L’AVENTURE DU WHISKY PROVENÇAL ÉTAIT LANCÉE !
Fanny a fait des études d’œnologie (Elle possède d'ailleurs un diplôme d'ingénieur agronome avec option œnologue de l’ENSAT de Toulouse) et participe depuis à une activité professionnelle de formation en partenariat avec l’université du vin de Suze-la-Rousse.
Fille de vignerons et distillateurs du Sud-Ouest, depuis son plus jeune âge, Fanny a été entrainée par son grand-père et son père, à reconnaitre la complexité des odeurs, puis, mariée à Jean-Baptiste elle a envisagé l’élevage de vins, tout comme sa famille en vivait depuis plusieurs générations, mais elle s’est vite rendu compte qu’on ne l’avait pas attendu pour faire ça dans le Comtat Venaissin.
Alors, admirative du travail et de l’indépendance de Guy LE LAY, un breton (Cf. ci-dessous une petite vidéo de 2 minutes) qui, dès 1999, s’était lancé, envers et contre tout et tous, dans la production d’un whisky de blé noir breton (Sarrasin) en créant la Distillerie des Menhirs à PLOMELIN (Finistère), elle a eu l’idée à son tour d’innover et se lancer dans la fabrication de whisky !
Mais pas n’importe quel whisky ! Non, pas le whisky classique à base d’orge, mais un whisky nouveau à base du petit épeautre biologique local dont un tout petit nombre de producteurs locaux ont eu l’idée de relancer la culture, entre 400 m et 1000 m d’altitude, dans la Drôme Provençale et sur les pentes du Mont Ventoux, sur le Plateau d’Albion…
Il a fallu à Fanny beaucoup d’imagination, d’énergie et de pugnacité pour y parvenir…
Profitant de son expérience et de sa formation d’œnologue, elle a dû faire une foultitude d’expérimentations pour mettre au point la formule de fabrication inédite du « whisky à base de petit épeautre ».
Elle s’est ensuite attelée à convaincre quelques producteurs locaux des Baronnies, notamment à Montbrun-les-Bains et Mévouillon, de semer un peu plus de petit épeautre que d’habitude, et à leur donner confiance en leur proposant des contrats de fourniture de cette céréale dont le rendement, il faut bien le dire, est dérisoire, comparé à l’orge ou d’autres céréales.
Il faut savoir que c’est de l’ordre de 1 à 6 par hectare… à savoir que quand on obtient 1 tonne de petit épeautre à l’hectare, on aurait pu obtenir 6 tonnes d’orge sur ce même hectare !
Puis il lui a fallu payer les producteurs à juste rémunération compte tenu de ce faible rendement et de ce choix (la tonne de petit épeautre coûte 840 € au prix de marché de 2023 !).
Elle a dû aussi, dénicher tout le matériel nécessaire et surtout trouver le financement pour, en même temps, payer la matière première, acheter le matériel et financer le stock de produit fini, car la dénomination « whisky » ne s’obtient que pour de l’alcool conservé un minimum de trois ans en barriques, ce qui implique trois années sans revenus.
QU’EST-CE QUE LE PETIT ÉPEAUTRE ?


Pousses de petit épeautre au printemps,
puis en tige juste avant sa moisson…
Pour comprendre ce qu’est le petit épeautre, il faut remonter dans le temps.
En fait, dans la grande histoire de l’évolution, les graminées (ou poacées) seraient apparues il y a environ 90 millions d’années.
Les graminées comprennent environ 12500 espèces regroupées en 780 genres. On y trouve la plupart des espèces appelées communément « herbes » et les céréales cultivées (blés, avoine, orge, seigle, sorgho, mil, riz, maïs).
Les plantes cultivées sont issues des plantes sauvages. La domestication des céréales a été un élément fondateur des premières civilisations humaines, au sortir de la préhistoire il y a environ 10000 ans, dans le croissant fertile au Proche-Orient.
Les différentes espèces de blé sauvages (Triticum, Aegilops) ont subi des transformations au cours du temps, suite à l’action de l’homme, et ont généré des espèces modernes par des évènements successifs de polyploïdisation, de croisements interspécifiques et de sélection progressive
Les blés cultivés aujourd’hui appartiennent à 3 grandes espèces du genre Triticum :
. Triticum monococcum qui est diploïde (1 génome & 7 paires de chromosomes), c’est l’engrain (en référence à l’unique grain contenu dans chaque épillet de la plante). ou petit épeautre.
. Triticum tricoccoïdes qui sont triploïdes (2 génomes & 14 paires de chromosomes), dont l'Amidonnier et le blé dur.
. Triticum aestivum qui est hexaploïde (3 génomes et 21 paires de chromosomes), le blé tendre, généralement à grains nus (froment), parfois à grain vêtu (le grand épeautre).

Contrairement aux espèces de grande culture (blés tendre et dur, orge, avoine, maïs, riz, etc.) dont la domestication s’est accompagnée d’importants travaux d’amélioration génétique, la domestication du petit épeautre, pourtant ancêtre de la culture des céréales s’est contenté de faire appel à des populations sauvages.
Ceci est dû aux faibles rendements de cette espèce plus adaptée à des sols de faible fertilité.
Des traces de cette culture datant de 7000 av. J-C. ont été identifiées en Provence
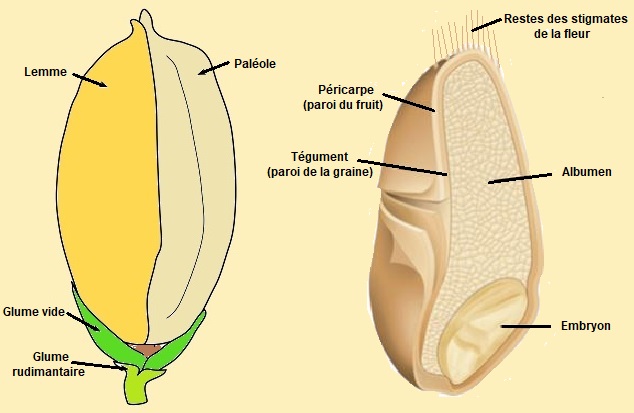
Grain de petit épeautre
Surnommé « le caviar des céréales », le Petit Épeautre est une céréale panifiable à grains vêtus, qui nécessite donc un décorticage avant consommation. Il présente une faible teneur en gluten et fait partie des espèces végétales comportant des protéines complètes assurant l’apport de tous les acides aminés. Sa composition riche et équilibrée en minéraux et sa teneur intéressante en caroténoïdes lui donne sa couleur orangée et lui confère de nombreux bienfaits diététiques.
C’est une céréale rustique, à faible rendement, et haute en paille, pouvant atteindre 1,5 m. Sa culture est adaptée aux climats froids de montagne et aux sols relativement pauvres et son cycle de végétation est long (10 à 12 mois).
Ainsi, il convient parfaitement aux sols calcaires, et donc aux terres arides et sèches de la Drome Provençale ou du plateau d’Albion (à l’Est du Mont Ventoux), et ça tombe bien, puisqu’il n’a pas besoin de beaucoup d’eau, et peut croître facilement dans ces deux régions au climat rude et sec.
Peu sensible aux maladies et insectes, il ne requiert pas l’utilisation de fongicides et pesticides. En revanche, comme pour nombre de plantes cultivées, une fertilisation raisonnée (azote, phosphore, potassium) est nécessaire.
Sa farine, utilisée en boulangerie et pâtisserie, offre des produits dorés au goût de noix. Sa teneur en fibres en fait une céréale à bonne digestibilité et sa faible teneur en gluten peut être un atout pour les personnes intolérantes à cette protéine (les personnes allergiques au gluten doivent, elles, ne pas en consommer).
Enfin, il convient parfaitement aux sols calcaires, et donc aux terres arides et sèches de la Drôme Provençale ou du plateau d’Albion (à l’Est du Mont Ventoux).
On a commencé à prendre conscience de son intérêt gustatif et nutritionnel dès l’époque romaine puis on les a redécouvert au Moyen Âge, cependant, la culture du petit épeautre avait fini par décliner au profit du blé tendre (ou froment), et cela pour deux raisons essentielles :
- Son faible rendement agricole de 10 quintaux à l’hectare (alors que l’orge produit couramment 60 quintaux sans parler du blé tendre qui dépasse les 110 quintaux à l’hectare dans la Beauce !).
- Le long travail de décorticage qu’il nécessite car, contrairement à l’orge ou au blé dont l’enveloppe se sépare tout simplement par vibration et soufflage de la moissonneuse-batteuse dès la moisson, on ne peut pas séparer facilement le grain du petit épeautre de sa « balle ».
Ce grain adhère bien à son enveloppe qu’on nomme en botanique « glume » ou « balle ». Ce sont les termes génériques qui sont utilisés pour désigner l’enveloppe protectrice des graines. La langue française est riche et à fortiori, en botanique, on parle indifféremment de balle, de cosse, de coque ou de glume, voire de noyau selon les végétaux (ces termes désignent la même chose !)
Il est en effet délicat de décortiquer le petit épeautre sans trop endommager le grain, et si, dans le jargon botanique, on appelle en latin le petit épeautre « Triticum Monococcum », c’est justement parce qu’il n’a qu’un seul grain bien enveloppé dans sa « balle ».
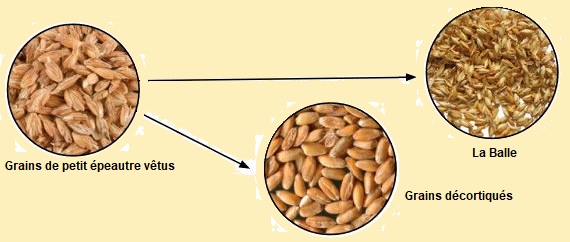
Petit épeautre vêtu et décortiqué et sa « Balle ».
Historiquement, les anciens le décortiquaient à la meule de pierre, ce qui leur permettait d’obtenir dix à quinze kilos de grain… à l’heure, pas plus, avec une perte conséquente de près de 10 % due au frottage de la glume contre la meule, et ce, jusque dans les années 1980 lorsque des fabricants se sont penché sérieusement sur la question compte tenu de son nouvel attrait gustatif.
Ce n’est en effet que dans les années 1990 qu’on a redécouvert les bienfaits du petit épeautre et que l’on a décidé d’en relancer la culture. Des coopératives se sont constituées pour en favoriser le développement, et rendre son prix plus abordable. Il a donc fallu changer cette méthode de décortiquage, qui n’était adaptée qu’à une consommation familiale.
Un nouveau système permet de ne pas trop abraser le grain entier, sachant que les systèmes traditionnels à la meule avaient en plus, tendance à le blanchir en le « mondant ».
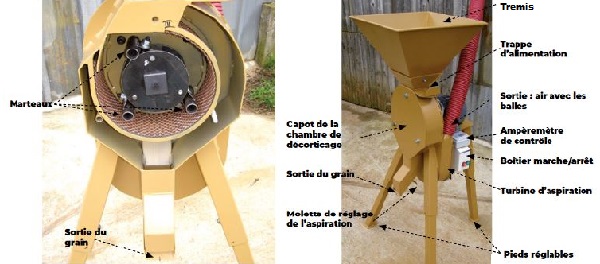
3 sortes de décortiqueuse / centrifugeuse de petit épeautre

1) à rouleaux, 2) à meule de pierre 3) à marteaux...
Pour séparer le grain de « la balle ».
Les anciens le consommaient d’ailleurs plutôt ainsi, blanchi, en soupe épaisse et pâteuse… comparable au porridge anglais.


Petit épeautre « vêtu » (dans sa « balle ») et « balle » seule.

Epi de petit épeautre, petit épeautre non décortiqué,
Balle de petit épeautre, et petit épeautre décortiqué
Un autre argument a plaidé en faveur de sa culture : à cause de sa teneur en silice, la balle du petit épeautre brûle très mal et cette propriété est doublement intéressante car son pouvoir isolant, variable en fonction de la densité de mise en œuvre, fait de la « balle » de petite épeautre (tout comme celle du riz d’ailleurs) un matériau d'isolation intéressant à employer dans la construction et qui donc valorise sa culture :
- Par voie sèche, i.e. tel quel : son coefficient lambda est < 0,065 W m−1 K−14 ;
- Par thermocompression avec de la résine, sous forme de panneaux ;
- En enduit : en alliance avec de la terre crue, et des ocres qui lui confère un bel aspect.
La masse volumique de la balle brute en vrac est environ 150 kg/m3 ce qui permet d’envisager de l’utiliser pour l’isolation des greniers ou des toitures sans trop les alourdir.


Balle de petit épeautre utilisée sur une toiture
comme isolant ininflammable !
Petit épeautre en grains décortiqués…
Aujourd’hui, le petit épeautre a donc retrouvé ses lettres de noblesse dans le Sud-Est de la France, en Haute-Provence et dans les Alpes, car, curieusement, il avait presque disparu de nos assiettes au profit du blé, alors qu’il regorge de vertus.
Il est en effet aussi une source d’énergie, de protéines végétales, de fibres, de minéraux et de vitamines, et, de plus, le petit épeautre bio est aussi reconnu pour sa haute digestibilité.
Sa saveur rustique et sa texture fondante en bouche sont également très appréciées par les gourmets.
Pour couronner le tout, c’est devenu un produit issu de nos terroirs locaux, puisque le petit épeautre de Haute-Provence ne pousse correctement qu’à plus de 400 m d’altitude et il bénéficie maintenant d’une IGP (Indication Géographique Protégée) et d'une AOP (Appellation d'Origine Protégée) !
Enfin, il ne faut surtout pas confondre le petit épeautre avec le grand épeautre. Ce dernier, cultivé surtout dans les plaines du nord de l’Europe, est proche du blé tendre, moins digeste et moins savoureux et surtout beaucoup plus riche en gluten.



Avez-vous déjà remarqué le drapeau de l’Ukraine ?
En dehors de la Provence, même provenance,
le bleu du Ciel et le jaune des blés !


Champs de petit épeautre du plateau d’Albion,
Et moisson à la moissonneuse batteuse.
J’ai donc dû retourner voir Fanny pour en savoir plus, car les quelques minutes consacrées à son atelier le jour de la visite du château ne m’avaient pas suffi à comprendre comment elle s’y prenait, bien que je me sois évertué à prendre de nombreuses notes sur mon petit téléphone « pour ne rien oublier » …
Et puis, comme elle nous avait demandé de ne prendre aucune photo de son procédé, non pas qu’elle veuille le protéger à tout prix, mais tout simplement, parce qu’elle ne souhaite vendre son whisky que sur place, au château du BARROUX (ou par internet) et que sa démarche est, en fait, d’obliger le public à venir visiter son atelier tout en découvrant le château afin de pouvoir poursuivre le financement de sa restauration.
J’ai donc respecté son interdiction de prendre des photos à la lettre, et toutes celles qui illustrent cet article proviennent du propre site du Château, de son compte Instagram, et de l’Internet en libre copie…
Avec son mari Jean-Baptiste, pour démarrer son projet, elle a donc dû imaginer un truc inédit pour son financement : le « crowdfunding », i.e. qu’elle vends ses premières bouteilles de whisky « par souscription », exactement comme l’aurait fait un éditeur pour un livre d’art de collection coûteux !
Depuis un an, Fanny vend donc des flacons de whisky virtuels, en grès de 50 cl, en les accompagnant d’un certificat et d’une médaille commémorative, qu’elle nous remet tout de suite… pour un produit fini qu’elle ne livrera qu’en 2025 lorsqu’elle aura pu faire approuver et confirmer son appellation de « whisky pure single malt de petit épeautre » !
Bien entendu, pour l’encourager, comme plus de 1000 autres souscripteurs déjà, je lui ai donc acheté quelques flacons de « whisky de petit épeautre 2025 » qu’elle ne m’enverra après m’en avoir informé par message e-mail, que lorsqu’il sera prêt à être commercialisé légalement.
Mais, en avant-première, j’ai pu me procurer l’aspect du flacon en grès qu’elle a fait confectionner par un artisan potier pour préserver la couleur et les arômes de son whisky !


L’aspect des futurs flacons en grès...

Mon bon de souscription...
L’emplacement de son atelier au sein du château du BARROUX a tout de suite été trouvé puisqu’elle pouvait disposer de 2 grandes salles voutées superposées dont l’une, qui était la « salle des gardes » située au niveau de la cour intérieure où elle a installé la malterie, et l’autre, à l’étage juste en-dessous de la précédente qui devait être autrefois l’écurie du château puisqu’elle possède une ouverture au niveau de la route d’accès, où elle a installé la distillerie proprement dite.
Ces deux salles communiquent entre elles par un simple tuyau qui traverse le sol de la salle des gardes et achemine facilement par gravité le malt de petit épeautre élaboré de la malterie à l’étage, vers la distillerie juste en-dessous.
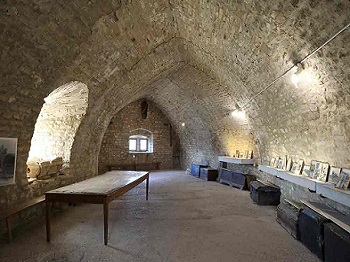
La « Salle des gardes » transformée en malterie
(avant son installation)
Pour atteindre la deuxième salle, qui était en fait l’écurie, juste en dessous de la Salle des Gardes, il faut donc descendre d’un étage en empruntant un escalier qui se termine par une coursive…


Descente de la cour intérieure vers l’écurie devenue la distillerie.

L’écurie, devenue distillerie.
Par ailleurs, grâce à un monte-charges à l'ancienne installé récemment sur la terrasse supérieure, juste au-dessus de la porte de l’écurie, Fanny peut facilement faire charger ou décharger les sacs de matière premières et de résidus sur des camions qui stationnent juste devant la porte. C'est qu'un big-bag d’un mètre cube de grains pèse près de 400 Kg !


Système de grutage de la distillerie
AVANT-PROPOS INITIATIQUE QUANT AU WHISKY
Avant d’examiner comment Fanny fabrique son whisky au malt de petit épeautre nous allons vous initier au « whisky », en général.
L'origine du whisky est aujourd'hui encore sujette à controverses. Quoi qu’il en soit, la distillation de l'eau-de-vie s'est répandue progressivement dans toute l'Europe à partir du XIIème siècle et pour faire très simple, l'eau-de-vie tout comme le whisky, c’est de la « cervoise » distillée, autrement dit, de la bière sans houblon distillée.
En Irlande la cervoise était bien connue… et distillée. Mais reconnaissons tout de même que le whisky est « le » spiritueux British par excellence.
Notez bien que le whisky américain provient de l’immigration des Irlandais vers le « Nouveau Monde » au XVIIIème siècle, et il s'orthographie là-bas « Whiskey » où mieux, il devient « Bourbon » suivi éventuellement du nom de son État d’origine (Le bourbon tire son nom du comté de Bourbon dans le Kentucky) s’il contient plus de 51% de malt de maïs, et le whisky a droit en plus à la spécification « Scotch Whisky » s'il n'est élaboré qu'à partir d'orge malté.
En France, dès le IVème siècle avant JC, les Gaulois considéraient la cervoise comme leur boisson nationale, car dans des temps anciens, où l’on distillait déjà de la cervoise cette boisson alcoolisée avait comme noms : Eau-de-vie de grains, Eau-de-vie de malt, Esprit-de-bière ... C'est pourquoi la France n’a officiellement admis que l’on utilise ce nom de « whisky » qu’en 2004 après avoir statué sur les caractéristiques obligatoires pour revendiquer cette appellation !
Alors, avant de vous en dire plus sur le « whisky pure single malt de petit épeautre du Château du BARROUX » de Fanny, nous allons commencer par une petite vulgarisation quant aux différentes appellations, parce qu’on risque de s’y perdre rapidement ou s’en laisser compter.
Mais si vous souhaitiez en savoir plus sur les origines du whisky il vous suffirait de cliquer comme je l'ai fait moi-même sur le lien du site du Musée des Boissons fort bien documenté qu’a créé un collectionneur passionné à deux pas au sud d’Angers.
Il faut bien le dire, la diversité de ses styles, la complexité de ses goûts et de ses arômes entourent le whisky de mystères que je vais essayer de vous dévoiler en quelques mots.
La légende raconte qu’au Moyen Âge apparaît dans les monastères d’Irlande une boisson appelée « Uisge beatha », à savoir « L’eau de Feu » en gaélique.
Au XIIème siècle, les armées anglaises envahissent l’Irlande et adoptent facilement ce nouveau breuvage enivrant à base d’herbe et de miel.
Ainsi, le traditionnel « Uisge » Irlandais va se transformer petit à petit en « Whisky » à cause de la difficulté de sa prononciation, même pour un anglais.
Le whisky est en fait tout simplement une eau-de-vie élaborée à partir de céréales fermentées.
Traditionnellement on utilise du malt d’orge, mais les anglais, qui aiment bien l’argent et en gagner sans trop en dépenser, ont tout de suite imaginé de faire des whiskies maltés à partir d’autres céréales que l’orge, à savoir du blé, du maïs, de l’avoine ou même du seigle.
Ils sont même arrivé à se passer du maltage, avec simplement du grain, qui reviennent bien moins chers à élaborer qu’en passant par la phase du malt de céréales tout comme les Russes sont arrivé à faire de la Vodka en distillant des betteraves, des pommes de terre voire même des tabourets !
Je ne plaisante pas... Certains ivrognes russes dans leur frénésie à se procurer de la vodka en arrivaient à distiller de l'alcool avec des cocottes-minute à partir de bois de bouleau (en transformant des tabourets de bois en copeaux...) dont on arrive à obtenir un alcool éthylique dégeulasse et certains en devenaient aveugles... (Je cite : cвекольная водка, картофельная водка и табуретная водка !)
Les anglais ont donc distillé des alcools qu’ils appellent « de grain » qui ont peu de goût et dont ils ne se servent que pour faire des assemblages avec un ou des alcools de malt issus de ces mêmes céréales.
Ces alcools « bon marché » ne sont donc pas goûteux et même s’ils ont droit légalement à l’appellation « Whisky » les anglais les nomment « Blends » qui se traduit par « mélanges » ou mieux « assemblages ».
La catégorie la plus courante est donc le « Blended Whisky » ou « Blend » tout simplement qui est un assemblage de « whiskies de grain » (pour le volume) avec au moins un whisky de malt (pour le goût). Il a souvent, vous vous en doutez, une proportion bien supérieure de « whisky de grain » car moins cher à produire que de « whisky de malt ».
Cependant les producteurs peuvent renforcer le goût de certains « Blends » en augmentant la proportion de « whiskies de malts », voire en en introduisant plusieurs, différents. L'essentiel de la consommation mondiale est de ce type.
Viennent ensuite les « Blended malt », aussi connus comme « Pure malt » ou « Vatted malt » (« Vatted » signifiant « en cuvée »), qui sont des assemblages de « whiskies de malt » provenant de plusieurs distilleries.
De grandes marques ont réalisé leur notoriété par la production de whiskies « Pure malt » assez typés, en faisant leurs assemblages à partir d'un choix judicieux des productions de diverses distilleries, de façon à fournir un produit très régulier en goût, d'un lot à l'autre.
On réserve l'appellation « Single malt » au whisky provenant d'une seule distillerie.
Actuellement, la plupart des distilleries offrent un « Single malt » à la vente, alors qu'auparavant un grand nombre d'entre elles ne produisaient que du whisky en vrac pour le négoce.
Certaines distilleries mettent en vente des bouteilles provenant d'un seul fût. Dans ce cas, la dénomination est « Single Cask » (« Cask » signifiant « Tonneau ») et souvent le numéro du fût est même mentionné, ça fait mieux… pour le marketing, mais ça n’apporte pas grand-chose de plus !
En général, ce type de whisky n'est pas allongé d'eau, et se trouve donc embouteillé au degré d'alcool initial du fût (entre 55° et 65° GL environ). NB : il vaut mieux le boire allongé d'eau parce qu’à un tel degré d’alcool on est vite « drunk », à savoir, « rond comme une barrique ! ».
On peut trouver aussi des « single malt » vendus au degré initial, mais provenant de l'assemblage de plusieurs fûts. Dans ce cas, on trouve plutôt la mention « Traditional strength ».
Enfin, le whisky est généralement issu de l'assemblage de plusieurs années, de manière à maintenir un goût homogène d’une année à l’autre.
Certaines distilleries enfin produisent des whiskies millésimés (à partir de la production d'une seule année). Ça leur permet de justifier un prix plus élevé !
Ah, dernière chose… Vous avez sûrement déjà entendu parler de « whisky tourbé ». Cela provient tout simplement du fait qu’autrefois on séchait le grain germé dans des étuves à feu ouvert chauffées avec de la tourbe dont l’odeur caractéristique de fumée de feu de tourbe passait tout naturellement dans le malt, et on en retrouvait l’odeur dans le produit fini.
Enfin, sachez que l'élaboration d'un whisky doit durer au minimum trois ans ; si le vieillissement en fût de chêne est inférieur à trois ans, il est impossible de lui conférer l'appellation « whisky ».
Voilà, vous savez tout ou presque sur « les appellations ».
Encore une petite chose en matière d’alcool. Lorsqu’on parle de degrés GL… ça veut dire « Gay-Lussac » : le titrage de l’alcool ou « titre alcoométrique volumique » (TAV), en France est mesuré en pourcentage du nombre de millilitres (ml) d'éthanol pour 100 ml de liquide, en l’honneur d’un chimiste Français du XIXème siècle, du nom de Louis GAY-LUSSAC qui étudiait les gaz et a eu l’idée de mesurer ainsi la quantité d’alcool dans un liquide à l’aide d’un densimètre…
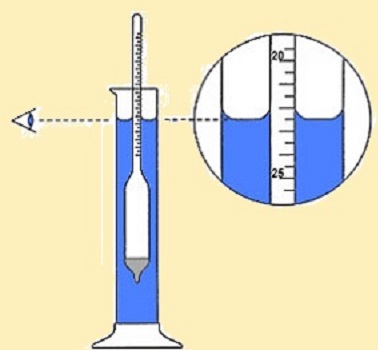

Un densimètre (à droite, celui de l’Alambic de Fanny !)
INTÉRESSONS-NOUS MAINTENANT AUX 5 PHASES DU PROCÉDÉ DE FABRICATION.
Fanny, elle, se propose de n’élaborer que du « Single Cask », vous l’avez compris, donc du « whisky single cask pure malt de petit épeautre bio », un haut de gamme, provenant d’un seul fût qu’elle numérote et identifie clairement d’après le vin blanc qu’il a contenu dans sa vie antérieure !
Comme nous l’avons vu sur place, elle a pratiqué de nombreuses expériences pour arriver à mettre au point son whisky à base de petit épeautre.
Quoi qu’il en soit on distingue 5 étapes dans sa fabrication, ça, Fanny nous l’a expliqué clairement.
Alors, nous allons reprendre le processus traditionnel de fabrication d’un whisky, mais peut-être le connaissez-vous, tant pis, je me lance sans dévoiler les petits secrets de Fanny !
Pour nous l’expliquer d’ailleurs, elle manipulait une molécule d’éthanol imagée en chimie pour les nuls… pour nous faire comprendre la transformation chimique du malt en sucre puis en alcool.
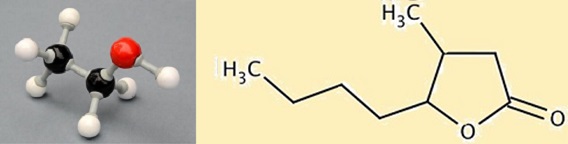
Molécule d’Éthanol, l’alcool du whisky…
En fait, c’est presque exactement le même processus que pour fabriquer de l’alcool de fruits qu’il s’agisse de mirabelles, de poires, de raisin pour le Cognac ou l’Armagnac mais avec de petites variantes qui font toute la différence !
Pour cela, en l’occurrence, il va falloir distiller un « moût » obtenu non pas à partir d’un fruit mais à partir de malt.
1) OBTENIR DU MALT DE PETIT ÉPEAUTRE.
Pour obtenir le malt de petit épeautre, Fanny place ses grains dans un grand bac rectangulaire comportant, dans le fond, une grille perforée, et va y verser de l’eau froide jusqu’à recouvrir les grains pour provoquer leur germination.
Afin de l’accélérer, elle touille ses grains toutes les trois heures, sauf la nuit bien sûr, et en trois à quatre jours, les germes de petit épeautre vont sortir.
L’opération a pour but de libérer l’amidon contenu dans le grain, qui sera par la suite transformée lors du brassage.
Au bout de 3 à 4 jours, elle retire l’eau par le fond de la cuve et va placer les grains germés dans un four électrique pour les faire sécher à 60° Celsius pendant environ 24h afin de les débarrasser de toute humidité.
Les grains synthétisent ainsi des enzymes qui seront capables de découper la molécule d'amidon…
Nota Bene : En Irlande, au lieu d’étuve électrique, comme on l’a vu plus haut, on utilise quelquefois une étuve chauffée à feu ouvert en brûlant de la tourbe pour faire cette opération de séchage des grains d’orge ce qui leurs confère l’odeur de la tourbe (de là vient la senteur de tourbe de certains whiskies…).
Pour l'élaboration « d'alcool de grain » comme le font les anglais dont nous avons parlé, une enzyme de synthèse est donc rajoutée, permettant de supprimer l'opération du maltage mais le produit est aussi nettement moins parfumé.
Lorsqu'il a bien séché, le malt est alors broyé, ce qui produit une farine semblable à des grains de sable grossiers que l’on appelle le « grist ».
2) LE « GRIST » EST ENSUITE MÉLANGÉ AVEC DE L'EAU CHAUDE À 60°
Pour les anglo-saxons (du moins c’est ce qu’ils disent, car cela est quelque peu subjectif et tient plus d’un vœu pieux qui n’est pas du tout prouvé scientifiquement) cette eau va typer le whisky, en fonction des terrains qu'elle a traversé, donnant des arômes tourbés, minéraux ou de terre de bruyère.
L'importance de l'eau est controversée et semble plutôt un argument marketing.
C’est pourquoi Fanny, elle, préfère distiller de l’eau elle-même avec son alambic pour être absolument sûre qu’aucun minéral ne viendra perturber le goût ou le processus de son produit.
Cette transformation a lieu dans une sorte de cuve en acier inoxydable (nommée « mash tun », en anglais) qui fonctionne comme une grosse cocotte-minute ménagère avec une grille au fond pour séparer ce qu’elle nomme « le drèche », à savoir la matière sèche, du jus sucré liquide qu’elle va pouvoir pomper par le bas pour l’envoyer dans des cuves de fermentation.
Elle en a acheté une à une petite chaudronnerie locale spécialisée, et fait chauffer de l’eau à 90° dans une chaudière contiguë.


Les deux cuves de brassage du « Grist » dans la distillerie
Cette opération a pour but de transformer l'amidon contenu dans le malt en sucres fermentescibles sous l'action des enzymes.
Le produit de ce brassage est « le moût » (en anglais « wort »).
Pour contrôler que tout l’amidon a bien été transformé en sucre, Fanny rajoute dans une éprouvette de moût quelques gouttes de teinture d’iode. Si le mélange précipite, c’est qu’il y a encore de l’amidon non transformé et elle va devoir poursuivre un peu l’opération de brassage et chauffage du moût.
Si tout s’est bien passé et qu’il ne reste plus d’amidon, Fanny laisse alors refroidir le « wort » ou moût sucré obtenu, et lorsqu’elle est bien sûre d’avoir dissout tout le sucre elle sépare « le drèche » du jus.
« Le drèche » qui ressemble à de la pâte, est essentiellement destiné à des éleveurs de porcs ou de sangliers auxquels il faut le leur donner à manger dans les 48h maximum (avant qu’elle ne fermente). Ils en raffolent !
Si elle n’a pas d’éleveurs de porcs ou de sangliers sous la main capables de le recevoir, elle transforme cette pâte, le « drèche » en compost.
3) FERMENTATION DU « WORT »
Fanny a donc récupéré dans le fond de sa cuve de brassage où il s’est égoutté, le jus du « wort » qu’elle va envoyer à l’aide d’une pompe dans deux grosses cuves de fermentation de 30 hl en chêne du même type que celles dont se servent les vignerons pour la vinification, dont elle peut contôler le niveau de façon à envoyer plusieurs fois le contenu des cuves de brassage au fur et à mesure du travail grâce à un plafond mobile qui empêche l'air ambiant d'être en contact avec le jus pour éviter l'oxydation :
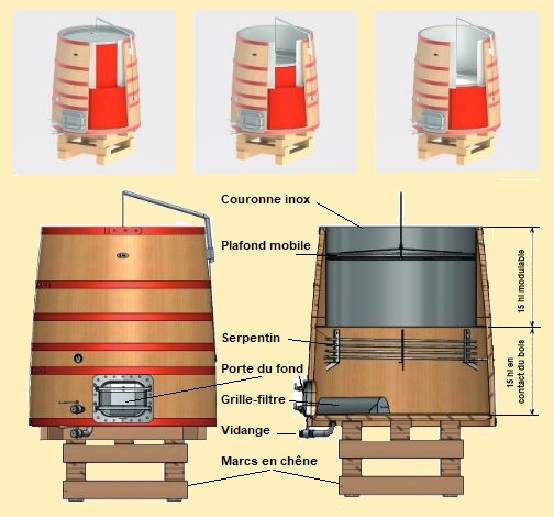
Cuve de fermentation modulable de 15 à 30 hl grâce à sa cloche inox.
Elle va y introduire des levures pour le faire fermenter afin d’obtenir un jus à environ 7° Gay-Lussac d’alcool appelé le « wash ».


Les deux cuves de fermentation de 30 hectolitres chacune.
La fermentation alcoolique va alors se produire lentement pendant 6 à 7 jours.
Alors seulement, elle pourra distiller le « wash », le jus fermenté, et pour le conserver, c’est PALOMBI, une petite entreprise frigoriste artisanale de Cavaillon qui a conçu le système de refroidissement avec deux cuves en acier inoxydable, une pompe à chaleur et un régulateur à débit variable.

Les deux cuves de refroidissement et conservation du wash
Cette solution permet de stocker simultanément le contenu des deux cuves de fermentation en attente de la distillation.
4) DISTILLATION DU « WASH »
La distillation du « wash » est l’étape de transformation ultime des céréales broyées et fermentées en alcool à fort degré.
Le principe est simple : comme l’alcool est plus léger que l’eau, on soumet le mélange à une chaleur suffisante pour que l’eau se mette à bouillir et l’alcool se dégage à la surface sous forme de gaz.
Nota bene : chez les anglais, la distillation des « single malts » s'effectue généralement en deux temps.
Une première distillation a lieu dans de grands alambics en cuivre à large base appelés « wash stills » qui possèdent une pipe en col de cygne. Les vapeurs sont récupérées, repassées à l’état liquide dans le serpentin d’un alambic puis refroidies. Une fois condensées, elles produisent un distillat qui titre environ 28° GL.
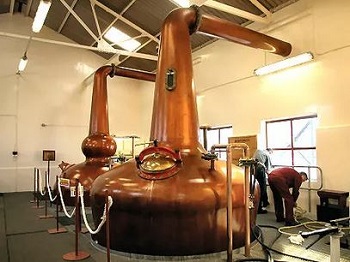
Alambics primaires du type « Wash stills »
Dans un deuxième temps, le distillat à 28° GL passe dans un second alambic plus effilé appelé « spirit stills » où le processus est répété quelquefois plusieurs fois jusqu’à obtenir un distillat titrant 70° à 80° GL.

Alambics secondaires du type « Spirit still »
Le premier tiers des émanations est appelé « tête de cuvée » ou « tête de distillation », mais il a de nombreuses impuretés et titre entre 72° et 80° GL. Il va repasser dans l’alambic.
Le troisième tiers des émanations est appelé « queue de distillation » ou « feints », il est riche en sulfures et en composés aromatiques lourds, mais jugé de moindre qualité, et il est isolé et réintroduit dans la distillation suivante des « low wines », ou, le plus souvent, vendues aux « blenders », les assembleurs.
Enfin, lorsque le deuxième tiers du distillat devient clair et parfumé, alcoolisé à 65° à 68° GL environ, le distillateur va pouvoir le mettre en fûts après refroidissement.
Chaque distillerie dispose de cuves de distillations particulières et leur forme influe sur la formation des arômes.
Fanny, elle, s’est équipé d’un petit alambic de type « charentais » qui fonctionne en continu et fait passer le distillat plusieurs fois dans le serpentin pour augmenter le degré d’alcool… et elle n’a donc pas besoin de le distiller en deux temps comme les anglais.
Elle a fait une affaire en s’achetant sur « le bon coin », nous a-t-elle dit, un « alambic charentais », mobile à savoir, monté sur roues comme ceux dont se servaient autrefois les bouilleurs de crus du Sud-ouest itinérants de ferme en ferme, pour distiller du Cognac ou de l’Armagnac. Elle a ainsi pu le ramener facilement de Charente.
C’est un alambic à colonne de marque « ORTHES » un constructeur à Agen (qui existe encore), mis en service en… 1928. Ce type d’alambic permet de préserver un maximum d’arômes grâce à son fonctionnement lent et continu.

Alambic charentais ORTHES de FAnny (1928!)
Son réglage délicat est uniquement manuel ; les anciens disent de lui qu’il est « sensible aux courants d’air » …
Cet alambic a une longue histoire qui a donc débuté en même temps que la restauration du château du BARROUX par André VAYSON !
Fanny l’a fait restaurer par un chaudronnier spécialisé et lui a fait remplacer le corps de chauffe qui était un four à bois à l’origine, par un système qui fonctionne au gaz, beaucoup plus souple, facile à régler et à mettre en œuvre.
Elle est très attachée à faire vivre ce bel objet qui a partagé tant de soirées conviviales avec plusieurs générations d’amoureux de l’art de vivre.
Entièrement conçus en cuivre, parce que c’est un métal connu pour sa haute capacité à conduire la chaleur combinée à sa malléabilité, facile à nettoyer, voire à souder ou réparer, et qui ne s’oxyde pas au contact de l’alcool.
La caractéristique des « alambics charentais » est qu’ils sont équipés d’une tour de distillation à plusieurs étages qui leur permet de doubler, voire multiplier le trajet du jus avant d’atteindre le serpentin une première fois par évaporation, puis ensuite par plusieurs barbotages dans la tour à différentes températures, si bien qu’à la sortie, le jus atteint environ 60° GL d’alcool du premier coup.
Le jus qui passe 2 fois dans le circuit

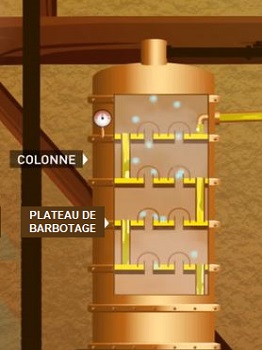
Tour de barbotage d’un alambic charentais…
C’est parfait pour le whisky !
Mais plutôt que de grands mots voici une petite vidéo de 2 minutes qui vous expliquera de façon simple comment ça fonctionne pour de l’armagnac ou tout autre alcool… donc le whisky de Fanny ! Comme les légendes de la vidéo ne sont pas très lisibles, je vous les ai détaillées une à une juste en dessous de la vidéo.
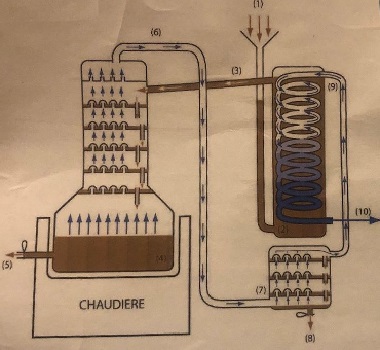
Les différentes phases de la distillation avec un alambic charentais :
1. La cuve supérieure de l’alambic se remplis, alimentée en « jus de petit épeautre » à l’aide d’une pompe qui aspire le jus depuis la cuve de façon à y maintenir un niveau constant.
2. Le jus descend de la cuve de charge et entre dans l’alambic par le bas du réfrigérant.
3. Il monte vers le haut du chauffe-jus où il se réchauffe progressivement grâce à la chaleur dégagées par les vapeurs de jus dans le serpentin.
4. Arrivé au sommet du chauffe-jus, le jus, déjà un peu plus chaud, s’écoule vers la colonne et se répand sur le plateau supérieur.
5. Un trop plein déverse l’excédent vers le plateau immédiatement en dessous.
6. Et le jus va ainsi descendre de plateau en plateau où il subit le processus de distillation jusque dans le corps de la chaudière.
7. Un siphon permet d’évacuer le résidu de la distillation.
8. Le foyer chauffé au gaz par Fanny fait bouillir le jus dans le corps de la chaudière et les vapeurs remontent alors de plateau en plateau selon un circuit inverse du jus.
9. Les vapeurs montent par des cheminées surmontées de barboteurs et, poussées par la pression et la température, elles traversent le jus dans lequel elles barbotent.
10. Chaque plateau est ainsi le siège d’un échange et d’un équilibre particulier : les vapeurs prennent au jus l’alcool et les substances volatiles les plus légères, les impuretés restent dans le liquide qui s’évacuera par le corps de la chaudière.
Les 21 hl (2100 litres) de bière contenue dans l’une des deux cuves de Fanny, vont donner environ 160 litres d’alcool à 60° GL en seulement deux journées de travail de 8h à 23 h.
5) MISE EN FÛTS DE CHÊNE, POUR LE VIELLIR
C'est au cours de cette étape que le whisky se colore et acquiert des arômes spécifiques selon le bois utilisé. Lumière tamisée, fûts parfaitement alignés en rangées, pénétrer dans un chai permet de se rendre compte des mystères du whisky !
Chez les anglais, les fûts utilisés peuvent être neufs ou usagés. S’ils sont usagés il s'agit à 80 % de fûts de Bourbon (provenant des États-Unis), et à 20 % seulement de xérès en provenance d'Espagne (vin dénommé « Sherry » par les Britanniques qui en achetaient beaucoup autrefois, ce qui a fourni les premiers fûts à recycler), voire de n’importe où mais qui ont contenu du vin.
En fonction des distilleries, le vieillissement peut donc se faire, soit exclusivement dans un type de fûts, soit mélange de différentes provenances (chez les blenders). D'autres types de fûts usagés sont de plus en plus utilisés : les fûts de porto, les fûts de madère, de rhum, de claret bordelais, de bordeaux blancs, parfois même des fûts ayant contenu de grands vins, par exemple du Sauternes. Ils apportent tous des spécificités de teintes, d'arômes et de saveurs différents.
À l'issue de la période de vieillissement, le whisky titre encore approximativement 60° GL.
Le clair-obscur du chai accompagne la phase d’évaporation de l’alcool au-travers du tonneau et la disparition d’une partie du breuvage. En fait, l'alcool s'évapore au cours de la maturation en fût et perd de 1° à 3° GL par année de vieillissement : c'est ce qu’on appelle de façon imagée et poétique « la part des anges ».
Mais, c'est évidemment aussi fonction du degré d'humidité ambiant : ainsi, un fût stocké près de la porte d'une distillerie en milieu saturé d'humidité en bordure de mer, titrera beaucoup plus, au terme du même temps de vieillissement qu'un whisky issu des Midlands (intérieur des terres). L’iode, le sel et les embruns marins typiques de l’Ecosse en sont la parfaite illustration.
Dans un fût de de bourbon de 228 litres (c’est le plus utilisé) par exemple, au bout de 2 ans, il ne reste dedans plus que 175 litres et le taux d’alcool est passé d’environ 68° GL à 58° GL, mais contrairement au vieillissement du vin, il n'est pas nécessaire de procéder au « ouillage », à savoir réajuster le niveau du liquide dans le fût.
C’est que sous l’action de l’air qui s’infiltre par les pores du bois, l’alcool subit une lente oxydation qui contribue aussi, outre l’évaporation, à modifier la couleur, les arômes et le goût du futur whisky.
C’est la dégustation régulière des fûts et la surveillance du titrage de l’alcool qui va permettre de juger du moment opportun pour la mise en bouteille.
À l'issue du temps de vieillissement prévu par le maître de chai, le whisky est généralement dilué avec de l'eau de source avant la mise en bouteille pour atteindre le niveau habituel de 40° GL d'alcool pour un whisky traditionnel (et un bon moyen de faire de la plus-value supplémentaire !). Il existe néanmoins des bouteilles dites « cask strength », directement tirées du fût et sans adjonction d'eau.
Au Château du BARROUX enfin, Fanny va pouvoir stocker l’alcool dans des barriques de 228 litres identiques à celles dont se servent les vignerons français pour le laisser vieillir pendant trois ans, délai minimum de vieillissement, pour obtenir l’appellation « whisky ».


Et voici les premières productions de Fanny, millésimées… 2022 !

Les premières distillations qui vont devoir attendre les trois ans de vieillissement !
Et là commence à jouer le « savoir-faire » ! En effet, à force d’expérimentation, de tâtonnements en tâtonnements, Fanny s’est aperçu que le goût du whisky obtenu était vraiment différent selon l’origine des barriques qu’elle s’était procurées.
Bien entendu, elle ne se sert que de barriques d’occasion qui ont déjà contenu du vin blanc (et non rouge, pour éviter de donner une couleur violine à son whisky) mais surtout pour lui éviter d’acquérir le goût de tannin du chêne dans le cas où elle aurait utilisé des barriques neuves.
En humant des échantillons pour mesurer l’équilibre des notes et l’harmonisation du caractère, Fanny détermine les meilleurs fûts provenant des différentes appellations françaises pour s’accorder avec le caractère de ses whiskys. Ses connaissances et son nez sont pour elle l’équivalent d’un sixième sens lui indiquant la manière dont un fût est amené à mûrir.
Elle s’est donc procuré des barriques ayant contenu des vins doux de Sauternes, de Loupiac, des blancs de Loire style Côteau du Layon, des Bourgognes blanc voire des vins jaunes du Jura et on a pu constater et apprécier les différences à la dégustation, si bien qu’elle nous a dit vouloir étiqueter ses whiskys en indiquant sur une contre-étiquette la provenance des fûts dans lesquels ils auront vieilli !
Et pour déguster et tester l’état de vieillissement de ses whiskies, Fanny a fait confectionner par la cristallerie de la Fontaine de Vaucluse des pipettes en verre de dégustation spéciales pour le whisky du BARROUX !


Pipette de prélèvement et pipette de dégustation maison
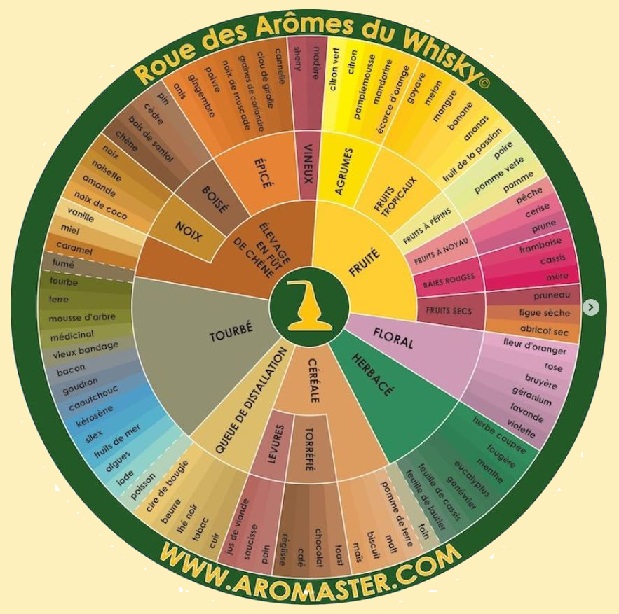
Et pour déguster Fanny se sert d’une « roue des arômes » du même genre que celle dont je me sers pour apprécier les différences entre deux Côtes du Rhône, pour faire comprendre à ses visiteurs les différences qu’ils peuvent constater entre plusieurs whiskies.
Et attendons maintenant avec patience l’année 2025 pour enfin découvrir le merveilleux breuvage du Château du BARROUX qui va se bonifier tout doucement pendant ces trois ans !
Nous espérons pour elle qu’il soit à la hauteur de notre attente, car dans mes investigations pour mieux connaître ce « whisky de petit épeautre » inédit, j’ai découvert fortuitement qu’un paysan du Vercors n’avait pas perdu son temps et avait eu la même idée que Fanny en créant la distillerie des Hautes Glaces dont il revendique la propriété de « la plus ancienne distillerie de whisky bio au monde »… où il utilise dèjà le malt de petit épeautre bio... Et elle a déjà dix ans d'existence et de pratique !
BIBLIOGRAPHIE
Et si vous souhaitez en savoir plus sur le petit épeautre, le site de la Chambre d’Agriculture de la Drome qui avec l’INRA vous dit tout ! Il vous suffit de cliquer sur ce lien :
L’entreprise frigoriste régionale « Froid PALOMBI » de Cavaillon a équipé la malterie du BARROUX :
Tout savoir sur le whisky Français… :
https://musee-boissons.com/pages/b_boissons_whisky_france.html
L'entreprise « BATIR EN BALLE » installée à Apt s'est spécialisé dans l'isolation thermique en utilisant de la balle de petit épeautre ou de riz :
Article de la Revue A TABLE N° 46 de Décembre 2023/Janvier 2024 quant au Domaine des Hautes Glaces, revendiqué comme étant la plus ancienne distillerie bio au monde ! un concurrent de Fanny fort bien organisé depuis 10 ans !